






熱噴涂技術
電弧噴涂
分類:
作者:
發布時間:
2011-11-23 00:00
工作原理
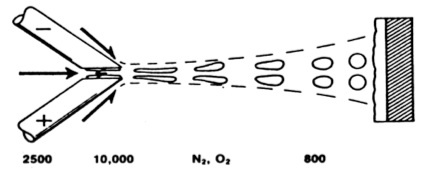
 電弧噴涂是將二根金屬絲材作自耗性電極,利用其端部產生的電弧作熱源來熔化絲材前端,壓縮空氣氣流用以霧化金屬熔滴,并加速霧化粒子用來進行噴涂。金屬絲在接觸瞬間短路放電,在高速氣流和送絲機構的作用下,端部金屬發生如下過程:熔化成熔滴→熔滴被吹離母體→熔滴被吹散霧化成微粒→微粒被進一步加速→霧化微粒在基體上沉積為涂層,這一過程不斷發生并持續進行形成噴涂。
電弧噴涂是將二根金屬絲材作自耗性電極,利用其端部產生的電弧作熱源來熔化絲材前端,壓縮空氣氣流用以霧化金屬熔滴,并加速霧化粒子用來進行噴涂。金屬絲在接觸瞬間短路放電,在高速氣流和送絲機構的作用下,端部金屬發生如下過程:熔化成熔滴→熔滴被吹離母體→熔滴被吹散霧化成微粒→微粒被進一步加速→霧化微粒在基體上沉積為涂層,這一過程不斷發生并持續進行形成噴涂。
設備組成
 電弧噴涂設備主要由以下幾部分組成:
電弧噴涂設備主要由以下幾部分組成:
噴涂電源:為了保證電弧的穩定,要求電源在電弧弧長發生變化時能迅速調整。當弧長變小,電流應迅速上升,加快絲材熔化以恢復弧長;反之,則要求迅速下降減少熔化。電流變化速率要求達到104~105安/秒,因而電源應具有相對平直的外特性。
電弧噴槍:
電弧噴槍是關鍵裝備之一,絲材經導電嘴在噴槍端部交匯,有一定的相對角度的二個導電嘴、壓縮空氣噴口、絕緣塊和空氣帽組成了噴槍的霧化頭。新型噴槍設有二次霧化氣流。一次氣流是直接吹向電弧點的,二次氣流經過空氣帽中特殊設計的氣流通道后形成了二次霧化氣流。二次霧化可使顆粒霧化更均勻,束流更集中,粒子速度更快,涂層質量也更好。現代電弧噴槍在槍上設多個監控點,可獲取槍上電壓。電流,乃至噴槍出口處的壓縮空氣壓力等多個技術參數。
送絲機構:
拉絲式噴槍在槍上設有拉絲機構。推絲噴槍則沒有,由送絲機推絲入槍。送絲機構由送絲電動機、減速裝置及送絲滾輪等組成。工藝要求雙絲應同步進給,速度可調。為了把絲送得更遠,有的設備具有推-拉式復合送絲功能,送絲機可與槍上的拉絲裝置組合起來一起送絲,可將絲材送得更遠。
拉絲式噴槍在槍上設有拉絲機構。推絲噴槍則沒有,由送絲機推絲入槍。送絲機構由送絲電動機、減速裝置及送絲滾輪等組成。工藝要求雙絲應同步進給,速度可調。為了把絲送得更遠,有的設備具有推-拉式復合送絲功能,送絲機可與槍上的拉絲裝置組合起來一起送絲,可將絲材送得更遠。
控制系統:
控制系統保證了設備的可靠運行。控制雙絲同步進給,并且控制送絲速度與設定值相一致。在推拉式送絲時要控制拉絲速度與推絲速度同步。有些先進的設備還要控制噴槍“槍頭”上壓縮空氣的壓力。從而保證設備準確、可靠地運行。
控制系統保證了設備的可靠運行。控制雙絲同步進給,并且控制送絲速度與設定值相一致。在推拉式送絲時要控制拉絲速度與推絲速度同步。有些先進的設備還要控制噴槍“槍頭”上壓縮空氣的壓力。從而保證設備準確、可靠地運行。
主要特點
電弧噴涂主要的工藝特點為:
- 熱能利用率高。火焰噴涂的熱量大部分散發到大氣中,熱能的利用率大約只有5%~15%,電弧噴涂是將電能直接轉化為熱能去熔化金屬,熱能的利用率可達60%~70%。
- 成本較低,生產率較高。由于是兩根金屬絲同時進給,因而噴涂效率較高。若噴涂相同的材料,電弧噴涂是火焰絲材噴涂的3倍多。
- 涂層結合強度高。由于所有的顆粒都是由熔滴霧化噴涂的,因而顆粒熔化充分,涂層的結合強度要比火焰噴涂高出許多,有些可與等離子涂層相比,
- 工藝的適應性好。因為粒子熔化充分,從而在噴涂時對噴涂距離的要求并不嚴苛,能在150~250毫米之間變化,這就給手工操作帶便利。
-
但是,由于絲材是作為電極被熔化,因而材料中元素的燒損嚴重,錳、硅、碳等元素的燒損要達到20%左右。因此,絲材與涂層相比在材料成分就有較大差異。
先進技術表征
- 先進的電弧噴涂設備應有以下功能的部分或全部:
- 噴槍:噴涂速率高;具備更大的壓縮空氣流量通過能力;具有二次霧化功能;拉式送絲機構采用伺服電機驅動;導電嘴使用壽命長,噴槍維護方便;絲材易裝易卸,定位準確、電弧穩定;可選擇有多種噴涂束流形狀;設有多項參數檢測、反饋功能。目前國際上典型的先進電弧噴槍如普萊克斯的9935。
- 電源:相對平直的特性曲線,可連續控制;輸出電流穩定性好;電源的噪音水平低;能在較低的電弧電壓下穩定工作;電氣參數容易控制,移動方便。
- 控制系統:采用計算機閉環控制,用戶友好的觸摸屏操作界面,使操作簡單且可再現。控制臺能監測并自動調節電壓和空氣壓力,使它們能與在控制臺上預置的值相一致,并且它還能監測槍上的電壓和空氣壓力。控制系統的一個可選功能是在槍上直接控制電弧電壓,從而使得對電源電壓實施更精確的控制時,不必考慮動力電纜的長度。控制臺供氣系統的設計能減少壓降,使噴槍供氣的流量和控制更佳。可以控制噴槍端部壓縮空氣的壓力。這一能力為操作者提供了一個在噴涂過程中監測噴槍性能的工具。將噴槍端部壓力的監測與電源電流(噴涂速率)的自動控制相結合,實施了噴涂工藝的真正閉環控制,這是電弧噴涂的革命性突破,也確保了涂層質量的穩定和再現。目前國際上典型的先進電弧噴涂控制系統如普萊克斯的CoArc。
- 推絲送絲機:采用伺服電機使得送絲速度精確穩定、且可連續調節;具有閉環控制功能;可實施遠程控制。
上一頁
下一頁