






這里是標題一h1占位文字
100HE是一把真正意義上的超音速等離子噴槍
熱噴涂技術的不斷進步,高品質涂層產品的市場需求不斷擴大,制造商追求高端涂層的制造技術和裝備的興趣也在不斷地提升。在持續不斷的發展過程中,創新表面(Progressive Surface) 公司的引起了越來越多的涂層工作者和涂層產品制造商的關注。
 高端涂層的可靠性極高,不但在功能上能滿足要求,而且在涂層的使用壽命上有大幅提高。100HE等離子噴涂設備就是這類制造高端涂層的高端裝備。100HE是新型的計算機集成的熱噴涂(Computer Integrated Thermal Spray –CITS)系統,它大大提高了等離子噴涂的生產率和可控性。
高端涂層的可靠性極高,不但在功能上能滿足要求,而且在涂層的使用壽命上有大幅提高。100HE等離子噴涂設備就是這類制造高端涂層的高端裝備。100HE是新型的計算機集成的熱噴涂(Computer Integrated Thermal Spray –CITS)系統,它大大提高了等離子噴涂的生產率和可控性。
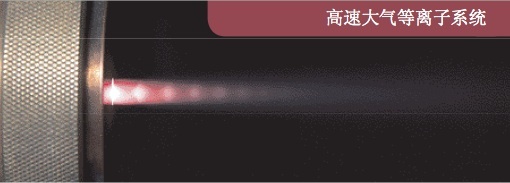
100HE噴槍采用了全新的槍體結構設計,成功地實現了等離子噴槍在高電壓、低電流下運行的理想模式,大幅度地提高了易損件的服役壽命,槍上功率高達100 kW,更為重要的是噴槍能生成超音速的等離子焰流,一連串明亮的馬赫節和長長的集束噴涂粒子流成為100HE噴槍最顯著的標志性特征。由于CITS對系統功率、工作氣體(氬、氮、氦、氫)及送粉氣體實施了閉環控制,100HE噴槍能在產量很高時仍能噴涂出高質量的涂層。CITS不論是在技術先進性上還是在工藝適應性上均已成為行業中的全球領先者。
 創新的槍體構造—集約式等離子發生器,高電壓、低電流、大功率的理想模式
創新的槍體構造—集約式等離子發生器,高電壓、低電流、大功率的理想模式
100HE是一把大功率、高熱焓、超音速的等離子噴槍,引人注目的是100HE還是目前國際市場上唯一一把能量為100kW的商用高焓等離子噴槍。它采用創新的噴槍結構,成功地實現了人們“加大噴槍功率、降低電弧電流”的科技設想。高電壓低電流對等離子噴槍的益處是極為明顯的。
主要優點:
- 在相同功率下,電弧電壓提高了則電弧電流就可減小。從而可大大減少低壓直流電流在輸送過程中的壓降和功率損失。
- 加大氣體的電離度,提高噴槍熱焓。由于氣體在通過電弧弧柱時更易被電弧電離,而電弧電壓越高電弧弧柱就越長,氣體與電弧的接觸就越多,電離就越充分,從而使等離子焰流的熱焓值也大大提高。
- 極高的焰流速度。等離子焰流的高焓值帶來焰流的高速度,100HE噴槍是一把超音速等離子噴槍,一連串明亮的馬赫節和長長的集束噴涂粒子流成為其最顯著的外觀特征。
- 超長的零件工作壽命。由于噴槍在高電壓下運行,在大功率下噴槍的電流也較小,如槍上功率為90kW時電流僅為380安。作為單陰極噴槍其電流密度甚至能低于多陰極噴槍。所以耗材壽命大為延長。陽極的使用壽命可高達1000小時以上。
高電壓小電流電弧等離子體雖然對等離子噴槍極為有利,但是在工程上實現卻有極高的難度。
技術優勢:
- 由于電弧的電壓與電弧的弧柱長度成正比,電弧電流也與弧柱的斷面大小成正比。低電壓大電流的電弧粗而短,較易穩定,而高電壓小電流的電弧則細而長,電弧的生成、自持和控制均不易。
- 為了獲得足夠高的電弧電壓,噴槍陰、陽極間的距離高達70mm。在這樣長的距離間和高速運動的氣流中維持一小電流電弧并保持穩定有著較高的難度。
- 用于噴涂的電弧必須是一剛性電弧,因此這一電弧等離子同樣亦需經受機械壓縮、電磁壓縮和冷壓縮,以期獲得理想的焰流速度。陰、陽極間的電弧通道中氣體的流動特性、器壁的冷卻狀態以及幾何尺寸和表面情況的細微變化都會對電弧的穩定產生影響。
- 100HE采用了創新的噴槍結構和精確的電氣控制,在高電壓低電流等離子噴槍上首先取得了成功。本文就100HE噴槍的結構作一簡要介紹。
結構特征:
-
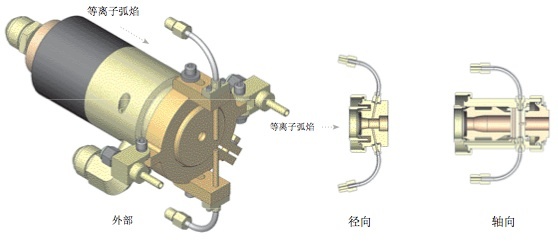
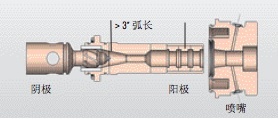 100HE噴槍的槍體內部的結構簡圖如下。圖1. 100HE噴槍結構簡圖,圖中左邊為陰極體,中間部分為絕緣體和等離子發生器,右端是噴嘴。
100HE噴槍的槍體內部的結構簡圖如下。圖1. 100HE噴槍結構簡圖,圖中左邊為陰極體,中間部分為絕緣體和等離子發生器,右端是噴嘴。 - 組合式氣流分配環。陰極體前端伸出部分的端部為鎢質陰極頭,伸出部分的側面開有特殊形線的凹槽。當與等離子發生器中的絕緣體上的陶瓷環組合起來后,就形成了一個氣流分配環,能使工作氣體按設定的方式流動。與其他噴槍專設的氣流分配環相比,其對中性好,定位更準確,而且不易損壞。
- 組裝精度高。絕緣體和等離子體發生器是同軸安裝,精度高。等離子發生器為組合式,其結構獨特。它內部由管狀電弧壓縮器,隔離器(分隔器),鎢質3環并列式環狀陽極等零件組成。
- 陰/陽極的單一結構。當以上這兩部分組合起來后,噴槍內就可形成電弧,并產生電弧等離子焰流用于噴涂。100HE的這種結構適用于所有的工作模式,不必作任何改變。也就是說100HE不象一些傳統的噴槍那樣具有許多種繁雜的陰/陽極配置,其槍內只有這一種陰/陽極硬件組合,從而簡化了噴槍結構,提高了噴槍的工藝適應性。
- 分立式噴嘴。常規的市售等離子噴槍均把陽極和噴嘴合為一體。這種噴嘴/陽極的分立式結構是100HE又一個創新。分立式結構的優點之一是送粉的氣流不干擾電弧等離子過程,粉末束流也不對陽極產生沖刷。而且獨立后的噴嘴可以適應更多的粉末注入方式。
-
多種送粉方式。有不同孔徑的槍外送粉噴嘴,有槍內徑向送粉噴嘴及槍內軸向送粉噴嘴等多種送粉模式組合,能適應各種不同的需要。
100HE采用傳統的單一陽極和單一陰極結構,噴槍的結構清晰、簡潔,使維護和保養較為容易。槍內設置了有專利技術的集約式等離子發生器,采用了特有的長電弧穩定技術,在真正意義上實現了高電壓、低電流的等離子噴槍。等離子噴槍的高電壓、長電弧技術是電弧等離子技術的重大突破。
卓越的技術性能:超長的電弧,大比例的雙原子氣體,高速、高焓的等離子焰流
高電壓低電流電弧等離子的成功實施,大大提高了等離子噴槍的技術性能。超長直流電弧使得大比例雙原子氣體的應用成為可能,從而大大提高了等離子焰流的能量等級。100HE的超長電弧和大比例雙原子氣體的應用,使其成為高熱焓,超音速的等離子噴槍。100HE噴槍的主要特點介紹如下。
槍上功率大
- 由于在噴槍上成功地實施了高電壓低電流技術,因而在小電流(低于400安)下亦可獲得很大的槍上功率,最大功率可達100kW。這就有利于噴涂難熔材料和提高噴涂生產率,特別適用于大型輥類工件的噴涂生產。
- 典型的100HE的工藝參數見表1。
|
等離子噴槍:
|
100HE
|
|
噴涂系統:
|
CITS, 閉環控制
|
|
噴嘴:
|
841121
|
|
等離子氣體:
|
氬氣+氮氣+氫氣
|
|
等離子氣體流量:
|
氬氣 100~180 scfh
|
|
|
氮氣 80~120 scfh
|
|
|
氫氣 60 ~90 scfh
|
|
噴槍電流:
|
380 安
|
|
噴槍電壓:
|
237 伏
|
|
噴槍功率:
|
90 kW
|
|
噴涂距離:
|
4.5″
|
|
送粉方式:
|
槍內
|
|
涂層材料:
|
氧化鉻,Praxair214
|
|
送粉速率:
|
100 g/min
|
|
粒子溫度:
|
2550 0C
|
|
沉積效率:
|
65 %
|
|
涂層硬度:
|
平均1350
|
|
孔隙率:
|
平均1.76%
|
等離子噴槍的高熱焓
等離子焰流的高速度
100HE等離子噴槍的大功率和高熱焓,使噴槍焰流獲得高速度。選擇恰當的噴嘴組合,噴槍可以得到超音速焰流,此時在噴槍出口的焰流中可清晰地看到有多個明亮的馬赫節存在,有時可多達7個,這是超音速火焰才具有的特征。焰流的高速度導致了粒子的高速度,粒子的高速度才有可能生成低應力乃至壓應力等離子涂層。100 HE的粒子速度可與某些HVOF設備產生的粒子速度相近,但100HE的噴涂速率(生產能力)和沉積效率卻要高出這些HVOF設備2至3倍,這是因為等離子焰流的焓值高,溫度也高。
工作狀態非常平穩
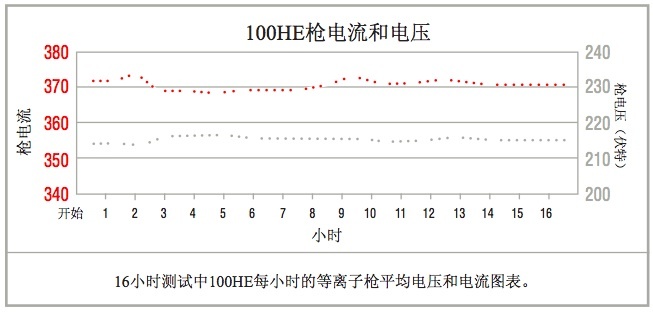
圖2:16小時內100HE噴槍的電壓和電流變化情況
100HE系統的氣體流量采用質量流量控制,因而各種氣體的流量同樣極其穩定,參見表2。
|
參數
|
設定值
|
平均值
|
標準偏差
|
|
氬Ar/SCFH
|
240
|
240
|
0.01
|
|
氮N2/SCFH
|
100
|
100
|
0.01
|
|
氫H2/SCFH
|
60
|
60.7
|
0.110
|
|
易損件
|
使用壽命
|
|
陽極
|
1000小時
|
|
陰極
|
200小時
|
|
電弧壓縮器
|
200-400小時
|
|
噴嘴
|
1000小時
|
寬闊的工藝窗口,優越的工藝適應性,無與倫比的涂層性能
高電壓、低電流噴槍的固有特性是工作范圍大,工藝參數可以在很大的范圍內變化調節。這是因為長電弧具有高的電壓,只要維持電弧的最小電流足夠小,則變化范圍就有足夠大。再加上工作氣體種類又多,流量調節范圍大,又有多種送粉方式,因而100HE就具有了極其寬闊的工藝窗口。表4是100HE噴槍的氣體流量的應用范圍,表5是100HE噴槍電參數及功率的變動范圍。
|
氣體種類
|
SCFH(立方英尺/小時)
|
SLPM(升/分)
|
|
Ar
|
180~400
|
85~188
|
|
N2
|
90~120
|
42~56
|
|
H2
|
50~150
|
24~70
|
|
噴槍電壓/V
|
220~275
|
|
噴槍電流/A
|
375~600
|
|
槍上功率/kW
|
20~100
|
金屬涂層
- 涂層結合強度大于8000psi, 氣孔率小于1.5%;
- 送粉率高達100g/min;
- 噴涂材料的沉積效率高于90%;
- 生產能力相當于2臺常規的HVOF裝置;
- 低應力或壓應力涂層,涂層的可靠性高。
碳化鎢涂層噴涂
- 氣體及流量:氬氣142 L/min,氮氣56.6L/min,氫氣23.6 L/min;
- 噴槍功率:90kW;
- 送粉速率:80g/min。
可以獲得的結果是:
- 粒子速度可達到430~527m/s,粒子溫度為1882~2100℃,涂層沉積效率高達81%,是普通HVOF設備的2倍多。
- 涂層平均氣孔率0.58%,平均顯微硬度為1141Hv0.3。涂層顯微結構見圖2。
圖2:100HE噴涂的WC-12Co涂層的金相照片(200×)。
氧化鋯陶瓷熱障涂層(TBC)
- 氣體及流量:氬氣85L/min,氮氣56.6L/min,氫氣66 L/min;
- 噴槍功率:95kW;
- 送粉速率:80g/min。
- 氣體及流量:氬氣85L/min,氮氣56.6L/min,氫氣56.6 L/min;
- 噴槍功率:95kW;
- 送粉速率:50g/min。
陶瓷網紋輥的氧化鉻涂層:
- 涂層應致密、結合好,并可進行精拋和激光雕刻。
- 涂層應有極好的一致性和化學純度,以確保拋光表面的高質量,確保雕刻微孔成形良好且尺寸一致。
- 涂層還應足夠強度和韌性,使其在雕刻中不會發生開裂和破碎。
- 設備能長時間穩定地工作,而且量產能力(生產能力和沉積效率)強。輥子一旦開始噴涂,一般要求在噴涂過程中不能中途停頓,尤其是大型輥子的生產。
- 激光雕刻要求涂層的一致性要好,因此涂層中的任何金屬夾雜物都會嚴重地影響雕刻質量。應避免陽極噴嘴的燒損的銅沫和陰極的鎢微粒在涂層中的沉積。
- 0.45″的噴嘴,
- 氣體及流量:氬氣85L/min,氮氣47L/min,氫氣47 L/min;
- 噴槍功率:95kW;
- 送粉速率:100g/min。
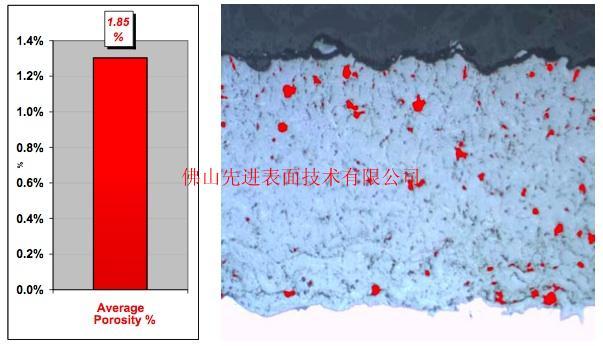
圖3:100HE噴涂的Cr2O3涂層的顯微結構圖片。
- 100HE以其創新的槍體構造獲得了卓越的技術性能,100HE的等離子噴槍采用超長的等離子體電弧和大比例的雙原子氣體,噴槍能生成高速、高焓的等離子焰流,槍上功率大,粒子速度高。CITS系統超強的控制功能使系統可長時間穩定地工作。100HE噴涂系統特別適合于工廠進行大型工件的工業化生產。
- 100HE采用先進的高電壓、低電流運行模式,大大減輕了噴嘴/陰極的燒損,從而使易損件壽命得以大幅度的得高。
- 100HE創新的噴槍結構,超強的CITS控制功能,多變的送粉方式,使噴涂系統具備了超寬的工藝窗口,從而使100HE具有了超乎尋常的優越的工藝適應性,可以對每一種噴涂材料尋找出最適合的工藝配置。因而,100HE又特別適合于科研部門和大專院校的研究、開發活動,用來開發熱噴涂新材料,研究各種材料的等離子噴涂新工藝,以及各種參數下涂層結合的新機理和涂層材料發生的新變化。
上一頁