






等離子噴涂
分類:
作者:
發布時間:
2011-11-23 00:00
工作原理
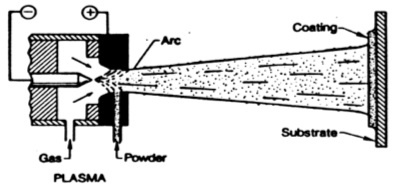
 等離子噴涂采用壓縮的剛性電弧等離子體為熱源來進行噴涂的,使用粉末狀噴涂材料。噴涂用的直流電弧等離子體在等離子發生器(即為等離子噴槍)中生成,經過電磁壓縮、機械壓縮和熱收縮機理的共同作用,形成了高溫、高速、高焓的等離子射流。等離子噴涂使用氬Ar、氦He、氮N2、氫H2做工作氣體生成等離子體。因氬氣易于引弧,常被用作一次氣體。起弧后加入N2 或H2氣提高電弧電壓。達到額定功率即可噴涂。噴涂用的粉末材料由專用的送粉器輸送,通過載粉氣體送到噴槍。送粉方式可采用槍外也可采用槍內送粉。粉末顆粒被等離子焰流加熱至熔化、半熔化或軟化狀態,同時也被加速。當粉末束流噴射到已處理過的工件表面時,會在其上面沉積并形成涂層。
等離子噴涂采用壓縮的剛性電弧等離子體為熱源來進行噴涂的,使用粉末狀噴涂材料。噴涂用的直流電弧等離子體在等離子發生器(即為等離子噴槍)中生成,經過電磁壓縮、機械壓縮和熱收縮機理的共同作用,形成了高溫、高速、高焓的等離子射流。等離子噴涂使用氬Ar、氦He、氮N2、氫H2做工作氣體生成等離子體。因氬氣易于引弧,常被用作一次氣體。起弧后加入N2 或H2氣提高電弧電壓。達到額定功率即可噴涂。噴涂用的粉末材料由專用的送粉器輸送,通過載粉氣體送到噴槍。送粉方式可采用槍外也可采用槍內送粉。粉末顆粒被等離子焰流加熱至熔化、半熔化或軟化狀態,同時也被加速。當粉末束流噴射到已處理過的工件表面時,會在其上面沉積并形成涂層。
 在大氣環境下的等離子噴涂叫做大氣等離子噴涂,在密封容器中的低真空環境下的等離子噴涂叫做真空等離子噴涂(VPS),或叫低壓等離子噴涂(LPPS)。大氣等離子噴涂是應用最廣泛的等離子噴涂方法。
在大氣環境下的等離子噴涂叫做大氣等離子噴涂,在密封容器中的低真空環境下的等離子噴涂叫做真空等離子噴涂(VPS),或叫低壓等離子噴涂(LPPS)。大氣等離子噴涂是應用最廣泛的等離子噴涂方法。
設備組成,等離子噴涂設備由以下關鍵部件組成:
| 等離子電源: |
| 給等離子噴槍提供穩定的電壓和電流。目前先進的等離子電源一般采用晶閘管整流電源,能在較小的(200A以下)沖擊電流下引弧,可在較大電流下穩定工作,在網路電壓波動或負載變化時,保持電流的變化在±2%以內。 |
| 等離子噴槍: |
| 等離子噴槍是等離子電弧的發生器。噴槍陰、陽極之間的直流電弧將流經噴槍的工作氣體(氬、氮、氫、氦)電離成高溫、高焓、高速的等離子焰流。由載粉氣體送來的粉末材料,可以用各種不同的方式(槍內或槍外,徑向或軸向,等)注入噴槍的等離子焰流,從而形成噴涂。 |
| 送粉器: |
| 能按設定的送粉量輸送不同材質、不同松裝密度、不同外觀形貌、不同粒度的粉末。 |
| 控制系統:控制系統由以下幾部分組成: |
| 氣體流量控制系統: |
| 這一系統既控制等離子噴槍的工作氣體流量,也控制載粉氣體流量,控制方法有:浮子流量計、臨界小孔流量計,質量流量計以及質量流量控制等多種方式。質量流量計所計量的是氣體的質量流量,而不是氣體的體積流量,因而更直接、更準確,也更可靠。 |
| 送粉速率控制系統: |
| 送粉器是基于體積計量原理,用計量輪來控制送粉速率。用數字馬達轉速控制器來實施對計量輪轉速的閉環控制。更先進的方法是采用閉環的送粉電子計量秤與輪速控制的送粉器相結合,能精確地監測送粉器的重量損失,大大提高了送粉精度。 |
| 控制模式: |
|
| 等離子噴涂的主要特點: |
|
| 反應等離子噴涂技術先進的表征: |
| 等離子噴涂設備的先進性應有以下一些表征: |
| 噴槍:應配置多種工作狀態供用戶選擇:亞音速、馬赫1及馬赫2。噴槍應有多種粉末注入方式:槍內或槍外送粉,且可與焰流成多種角度。 |
| 等離子電源:具有平直的外特性,電流自動調節的響應速度快,有一定的功率儲備,能在較小的沖擊電流(小于200A)下引弧,噴涂時工作電流的波動不大于±2%。 |
| 控制功能:氣體的質量流量計或質量流量控制;噴槍的恒功率或凈能量控制;送粉速率的閉環控制。 |
下一頁