






熱噴涂技術
爆炸噴涂設備
分類:
作者:
發布時間:
2011-11-23 00:00
工作原理:
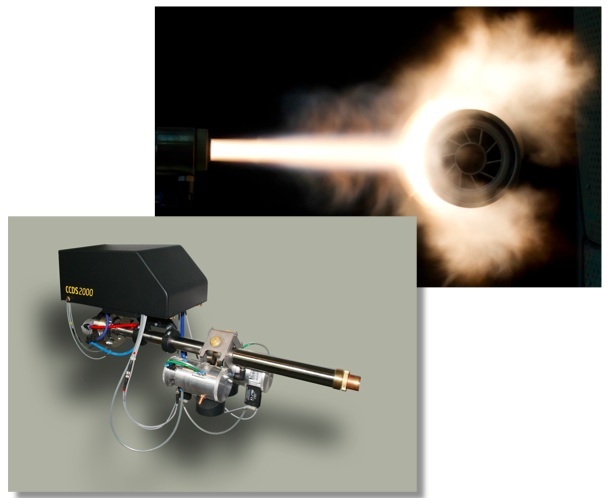 爆炸噴涂是利用可燃氣體在燃爆后產生的高溫燃氣沖擊波來進行噴涂的。將一定比例的可燃氣體(如乙炔)和助燃氣體(如氧氣)以及噴涂粉末注入爆炸噴槍的槍筒,混合后用電火花點火產生單次燃爆。懸浮在氣流中的粉末被加熱加速后沖出噴槍,與工件表面撞擊并沉積在表面上形成涂層。隨后,向槍內注入一股氮氣清洗槍筒。接著開始下一次燃爆。這一過程不斷重復形成噴涂。燃爆和清洗過程極為迅速,每秒鐘可完成4至8次。每次燃爆能形成一直徑約25毫米,厚度約5~10μ的涂層圓斑。爆炸噴涂的涂層圓斑是中間薄,邊緣厚,這是因為燃爆后的粉末粒子被槍管所束縛,有較多顆粒與槍管內壁發生多次碰撞、反彈后才噴出。所致。
爆炸噴涂是利用可燃氣體在燃爆后產生的高溫燃氣沖擊波來進行噴涂的。將一定比例的可燃氣體(如乙炔)和助燃氣體(如氧氣)以及噴涂粉末注入爆炸噴槍的槍筒,混合后用電火花點火產生單次燃爆。懸浮在氣流中的粉末被加熱加速后沖出噴槍,與工件表面撞擊并沉積在表面上形成涂層。隨后,向槍內注入一股氮氣清洗槍筒。接著開始下一次燃爆。這一過程不斷重復形成噴涂。燃爆和清洗過程極為迅速,每秒鐘可完成4至8次。每次燃爆能形成一直徑約25毫米,厚度約5~10μ的涂層圓斑。爆炸噴涂的涂層圓斑是中間薄,邊緣厚,這是因為燃爆后的粉末粒子被槍管所束縛,有較多顆粒與槍管內壁發生多次碰撞、反彈后才噴出。所致。
槍筒內氣體燃爆的壓強很大,約10個大氣壓(約145psi)。燃爆溫度約3300℃,噴槍出口處的氣流速度約1500m/s,粉末粒子的速度約為600~800 m/s。
粉末在燃爆過程中被加熱的時間極短,大部分粒子只能被加熱而不能被熔化,但它們能以極高的速度噴出槍口,以很高的動能撞擊基體表面,從而形成結合強度高,氣孔率低的涂層。
設備組成
爆炸噴涂系統主要由以下設備組成:
- 供氣系統及管路:供氣系統由氣源、減壓閥、流量調節器、回火防止器和相應的管路。這個系統要能分別輸送燃氣、氧氣和氮氣。
- 為獲得穩定的燃氣供應,一般均采用瓶裝乙炔。燃氣系統的連接為減壓閥(壓力調節和壓力指示)→調節針閥→流量計→回火防止器(燃氣用)→噴槍。
- 氧氣和氮氣的壓力和流量應能在噴槍規定的參數范圍內連續調節。
- 爆炸噴槍:噴槍是爆炸噴涂系統中最關鍵的裝備。主要構造是一只圓筒狀的長槍管。槍管上設有燃氣、氧氣、氮氣的進氣閥門和粉末入口,此外還裝有點火用的火花塞。
- 送粉器:用以向噴槍輸送粉末。
- 控制系統:具有控制各個電磁閥門的開關程序和開關時間,以及點火等功能。
主要特點
- 由于噴涂粒子的速度高,因而涂層的結合強度高(可大于70MPa),氣孔率低(能小于1%)。
- 每次燃爆的時間極短,粉末顆粒被加熱的時間也極短,因而涂層材料失碳少,氧化也少,用來噴涂碳化物涂層(如碳化鎢)就極少失碳,可得到高硬度和高致密度的碳化物涂層。
- 由于粉末顆粒被加熱的時間極短,絕大多數的粒子沒有被加熱至熔化或半熔化狀態,完全熔融的顆粒則更少。生成的涂層熱應力小,很少有熱裂紋存在。因此涂層的可靠性好。
- 因是脈沖式噴涂,且有伴生的大量二氧化碳氣體的冷卻作用,被噴涂工件的溫度不會過熱。工件既不需要冷卻也不需要預熱。
- 不適合噴涂高熔點材料。一般粉末噴涂的沉積效率也比較低。